G4 TEKNOLOJİLERİ
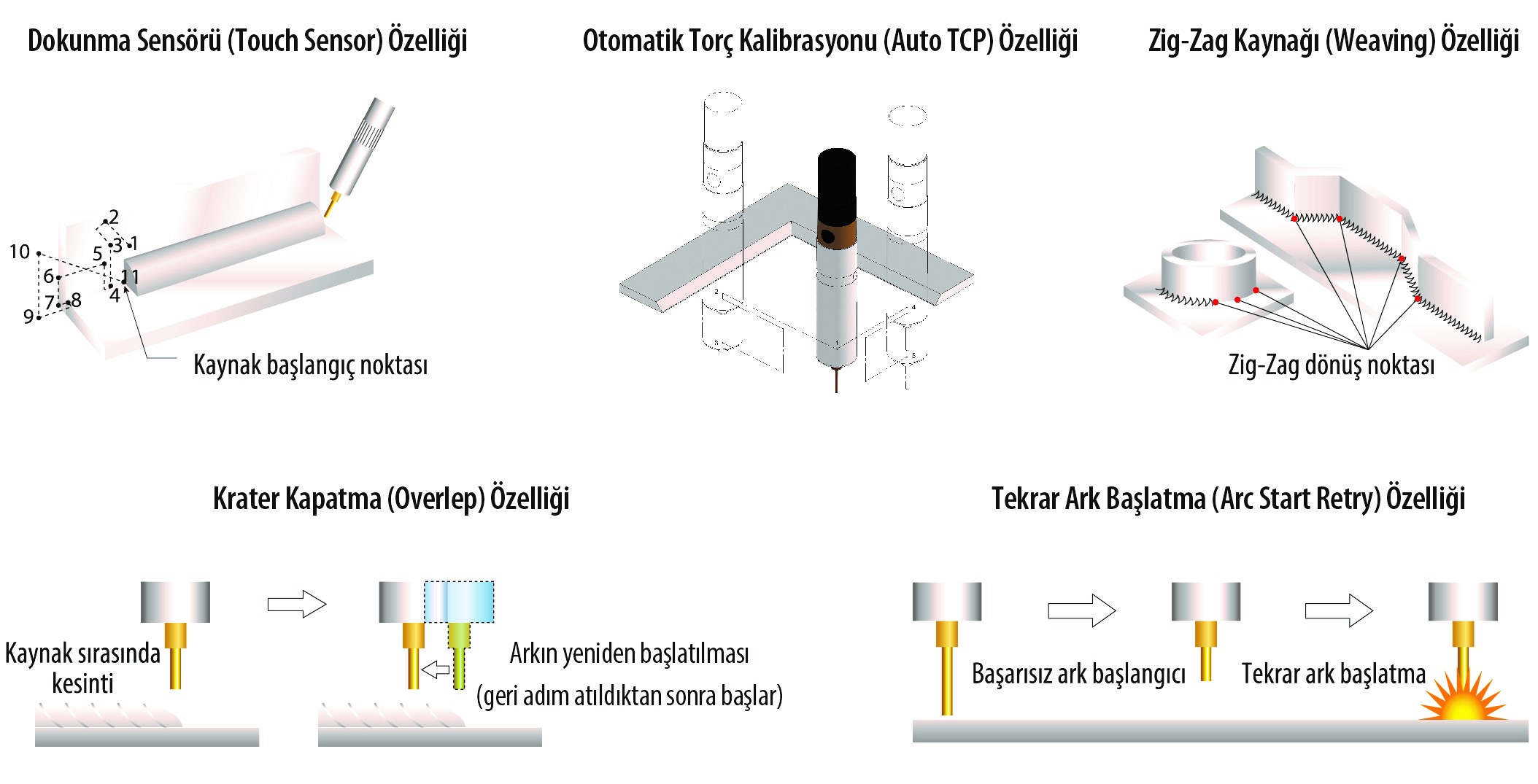
- Dokunma Sensörü (Touch Sensor) Özelliği
Robot, kaynağa başlamadan önce, iş parçasının olası konum sapmalarını, torç nozulu veya kaynak teli ile dokunarak algılar ve kaynak programını parçanın yeni konumuna göre revize eder. Böylelikle her parça için program üzerinde manuel olarak revizyon yapılmasına gerek kalmaz.
- Otomatik Torç Kalibrasyon (Auto TCP) Özelliği
Programlama veya seri üretim esnasındaki çarpma veya farklı dış etkiler sebebiyle torç referans noktasından sapabilir. Bu özellik sayesinde robot, referans bir parça üzerinden torcu tekrar kalibre ederek üretimine devam eder. TCP özelliği istenirse seri üretim esnasında operatörün belirlediği periyotlarla otomatik olarak tekrarlanabilir yada tek bir tuşa basarak istenilen bir anda kullanılabilir.
- Zig-Zag Kaynagı (Weaving) Özelliği
Zig-Zag kaynağı yapmak için sadece başlangıç noktası, zig-zag genliği ve bitiş noktası bilgilerinin girilmesi yeterli olacaktır. Böylelikle büyük zaman kazancı sağlanır.
- Krater Kapatma (Overlap) Özelliği
Kayak devam ederken istenmeyen bir ark kesilmesi durumunda bitiş noktasında krater oluşumunu engellemek için robot kaldığı yerden değil, bir adım geriden yani krateri kapatarak tekrar kaynağa başlar. Böylelikle kaynak kalitesinde süreklilik sağlanır.
- Tekrar Ark Başlatma (Arc Start Retry) Özelliği
Herhangi bir sebeple kaynak arkının oluşmaması durumunda sistem bunu algılar ve tekrar ark oluşturur.
- Tel Yapışmasını Algılama (Wire Stick Auto Release) Özelliği
Kaynak telinin ana malzemeye yapışması durumunda sistem bunu algılar ve bırakması için tekrar ark oluşturur.
- Program Kopyalama (Parallel Shift + RT Axis Rotating) Özelliği
Yapılan bir kaynak programı, yatay eksende istenilen bir konuma kopyalanabilir. Böylelikle aynı iş parçası için değişik konumlarda ayrı programlar yapmak için zaman harcanmaz.
- Torç Referanslama (Compansation of Tool) Özelliği
Herhangi bir sebeple kaynak torcunun ekseninden kayması durumunda Panasonic kaynak robotlarına özel torç referanslama özelliği sayesinde sadece 1 dakika içerisinde tüm programların sorunsuz bir şekilde çalışması sağlanır. Böylelikle yeniden programlamaya gerek kalmaz.
- Torç Koruma (Torch Shock Sensor) Özelliği
Kaynak torcu bir şok sensor ile robot kola bağlıdır. Herhangi bir sebeple kaynak torcunun bir engele çarpması anında robot durarak torcu ve çevresini koruma altına alır.
- Robot Koruma (Collision Dedect) Özelliği
Robot kolda çarpmaları algılama özelliği vardır. Herhangi bir çarpışmada sistem anında durarak kendini ve çevresini koruma altına alır.
- Çarpma Koruması (Cube Monitor) Özelliği
Robotun çalışmasını istediğimiz güvenli bölgeler tanımlanabilir. Robot bu bölgelerin dışına çıkamaz ve böylelikle istenmeyen çarpmaların önüne geçilir.
- Otomatik Torç Temizleme (Auto Torch Cleaning) Özelliği
Bu ekipman sayesinde torç nozulunun istediğimiz kaynak uzunluğu veya istediğimiz parça adedi sonunda otomatik olarak temizlenmesi sağlanır. Operatörün insiyatifine bırakılmaz. (Operasyon adımları: 1 - Tel kesme 2 - Torç Temizleme 3 - Sıvı Püskürtme)
- Ark Sensör (Arc Sensor) Özelliği
Zig-Zag kaynagı sırasında kaynak akımındaki sapmalar tesbit edilir ve torç bunu düzeltmek için konum değiştirebilir. Böylelikle köşe veya V kanal kaynaklarında, kaynak çizgisinin doğru bir şekilde izlenmesi sağlanır.
- Diğer Kullanıcı Dostu Özellikler
- Tüm kaynak parametrelerinin kumanda panelinden girilmesi ve izlenebilmesi
- Kaynak sırasında kesinti olmaksızın, değişik kaynak parametreleri ile kaynak yapabilme ve kaynak parametrelerini değiştire-bilme.
- Kaynak akımını, gerilimini ve tel sürme hızını birbirlerinden bağımsız olarak ayarlayabilme.
- Kontakmeme değişim zamanı bildirimi
- Hata tanımlarının ekrandan izlenebilmesi
- Tüm programların yedeğinin alınabilmesi (USB ve SD card)
- Kumanda panelinde kısa yol tuşları oluşturarak özelleştirebilme
- Sinerjik özelliği sayesinde önceden belirlediğiniz kaynak parametrelerini hafızaya alıp tüm programlarda kullanabilme.

- Ekran Üzerinden Torç Açısı Ayarı (Troch Angle Display)
Kaynak programı yaparken torç açısını derece cinsinden hem yatay hem de dikey yönde LCD kumanda paneli üzerinden görmek mümkündür. Böylece önceden prosedürler ile belirlenmiş, olması gereken torç açıları kolaylıkla ayarlanabilir.

- Program Test Modu (Program Test Mode)
Operatör tarafından yapılan kaynak programı, seri üretim öncesi robot sanki otomatik çalışır gibi düşük hızda, ister kaynaklı ister kaynaksız olarak test edilebilir. Böylelikle seri üretime girmeden önce program kontrol edilir ve gerekli düzeltmeler yapılabilir.

- Kaynak Gözlemcisi (Weld Monitor)
Bu özelliğin amacı kaynak programında tanımlanmış parametrelerin kaynak sırasında da aynen uygulanmasını kontrol altına almaktır. Akım ve voltaj gibi parametrelere alt ve üst sınırlar belirlenebilir ve kaynak sırasında sınırların dışına çıkıldığında istenirse robot hata verir ve durur, istenirse sadece sinyal verebilir. Alt ve üst sınırlar değer olarak (örneğin ±10 A) yada yüzde olarak (örneğin ±%10) ekrandan girilebilir.

Programlama yaparken bazı noktalarda ince ayar yapma ihtiyacı olabilir. Bu durumda robot bazen büyük adımlarla, bazen de çok küçük adımlarla hareket ettirilmek zorunda kalınabilir. LCD kumanda paneli üzerindeki Jog Dial isimli çeviriciye değişik hızlar tanımlayarak hassas ve kaba hareketler arasında hızlı geçişler yapılabilir.
